








































以下、YouTubeでセットアップ動画を公開しております。ご参照ください。

AQUAFUZE™インク

UV-LEDインク

UV-LEDインク

UV-LEDインク

UV-LEDインク

UV-LEDインク

MPインク

MPインク

エコソルベントインク

エコソルベントインク

エコソルベントインク

エコソルベントインク

エコソルベントインク

RIPソフトウェア

ソリューション

A1用紙

A2用紙

A1用紙

A2/A3用紙

黒板

A1用紙
A1用紙
A2用紙

A2用紙

A0/A1/B1製図板

A1/B1製図板

A1/B1製図板

A1/B1製図板

A1/B1製図板











セットアップ動画はありますか?
以下、YouTubeでセットアップ動画を公開しております。ご参照ください。
取扱説明書が同梱されていません
冊子ではなくSDカード内に入っています。ご理解、ご了承のほどお願いいたします。
また、ユーザサポートを確実に行うため、ユーザ登録をしていただくことをお願いしております。
また、説明書PDFは更新されることもありますので、時々確認していただければと思います。
→取扱説明書(PDF)
ノズルが詰まったのか樹脂が出てきません。
以下の資料を参考に、ノズルの掃除を行ってみてください。
→MF-800ノズル詰まり解消法まとめ
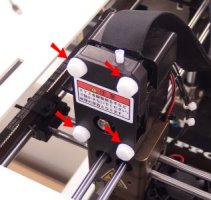
「ERROR CODE:11」や「ERROR CODE:12」というエラーで止まってしまいプリンタが使用できません。
これはZプローブセンサーがうまく動かない時のエラーです。
Zプローブには極力触らないようにしてください(プローブピンが曲がると交換が必要となってしまいます)。
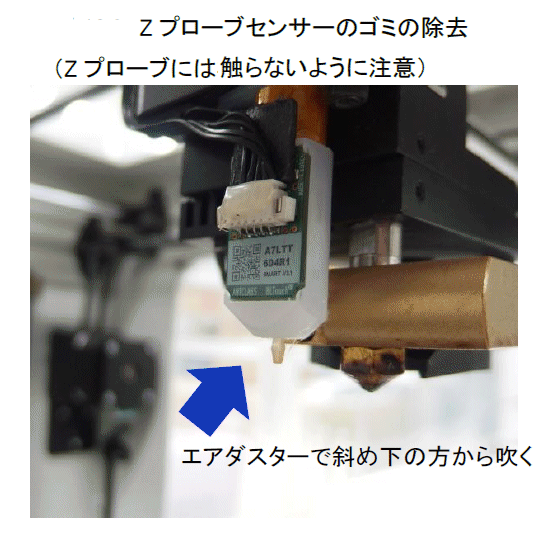
上記でも解決できない、またはZプローブが若干曲がっているという場合は、以下の資料を参考にZプローブセンサーのクリーニングを行ってみてください。
SDカードから造形しようとしたところ「ERROR CODE:22」というエラーで止まってしまいます。
「ERROR CODE:22」(エラー22)というのは、SDカードから読み込んだGコードが、最大造形サイズを超えている場合のエラーメッセージです。本体が最大サイズ内におさまっていても、スカート部分(テストで外周に一周描く吐出)で範囲外になっているとエラーになります。
この場合は、スカートと造形物の距離を近づけるか、スカートを描かないという方法を取ります。
Slic3rの場合、「プリント設定」タブ「スカートと縁取り」カテゴリで、「造形物からの距離」を小さくすると、スカートが造形物に近づき、範囲が小さくなります。また、「ループ(最小値)」を 0 にすると、スカートが作られなくなります。
Curaの場合、データが最大造形サイズを超えていると、プレビューが表示されません(モデルデータが灰色)。スカート部分により範囲外になっている場合も同様です。スカート部分で範囲外になっている場合は、「基本」タブ「縁取り/ラフト」の[…]ボタンを選びます。「造形物からの距離」を小さくすると、スカートが造形物に近づき、範囲が小さくなります。また、「スカートのループ数」を 0 にすると、スカートが作られなくなります。ただ、Curaの場合、底面200×200のサイズですと、スカートを0にしてもデータが作られない場合があります。その時は、縮尺を0.97などにしてわずかに縮める他に手がありません。
尚、制御ソフト(Pronterface)からデータを送って造形する場合は、最大造形サイズを超えていてもエラー22は出ません。これはソフトウエアの仕様によるものですので、ご注意ください。
操作ダイヤルのメニュー体系がよく分かりません
以下に資料がありますので、参考にしてみてください。
→MF-800操作ダイヤルメニュー体系(PDF)
SDカードにGコードデータを入れて、本体に装着してもデータを認識しません。
Gコードのファイル名が日本語になっていないでしょうか? その場合、ファイル名を半角英数字にすると認識します。
作成中にフィラメントが切れた場合どうなりますか?
フィラメントが無いまま続行します。ご注意ください。
フィラメントが無くなりそうな場合、途中交換して再開することは可能です。取扱説明書の「7-2-2 中断・再開方法」を参照してください。
造形時にオートベッドレベリングを毎回行っていますが、行わないようにすることはできますか?
Slic3rで[プリンター設定]→[カスタムGコード]、開始Gコードの中で、上から12行目の、以下の行を削除してください。
G29 ; Auto bed leveling。
これで造形開始時にオートベッドレベリングはされなくなります。
CuraでGコードを作ろうとしていますが、穴がふさがってしまうことがあります。
[エキスパート]→[高度な設定]を選び、「補正設定」の「全てを結合(タイプB)」のチェックを外してください。
造形が正しく終了せず、最後のところでヘッドが造形物に接したまま止まっています。温度も上がったままです。
Slic3rでGコードを作成した際、Gコード作成終了時にフィラメントの使用量などを表示したパネルが出てきます。このパネルを[OK]で終了させてから、Gコードファイルを使用してください。パネルが出たままですと、Gコードの最後の部分がまだ書き込まれていないので、この現象が起きてしまいます。ご注意ください。
Gコードをプレビューしたら、薄い壁の部分が作られていません。
基本的にノズル径未満の薄い部分ではデータが作られません。
ただし、スライサーSlic3rでは、多少の薄い壁であれば、「プリント設定」タブ「層と壁面」カテゴリの下の方にある「薄い壁面を検出」にチェックを入れることで、ノズル径未満でもデータが作られます。
Simplify3Dの場合は、「高度な設定」タブの「薄壁生成時の動作」項目。「外面薄壁タイプ」を「外周プリントのみ」→「1周のみの壁造形を許可」にすると、ノズル径未満の部分で1枚壁が作られます。
ただ、いずれも薄さには限度があります。
Curaにはこの機能はありません。
以下の資料も参考にしてみてください。
→ノズル径より薄い壁の造形(PDF)
スライサーが使用中によく落ちてしまいます(Slic3r1.2.9)。
Slic3r 1.2.9では、デフォルトでバックグラウンドでGコード生成処理が走っていますが、それがシステムに負荷をかけてしまうことがあります。
左上の[ファイル]→[環境設定]を選びます。「環境設定」のパネルが表示されますので、「バックグラウンドでGコード生成を行う」のチェックを外してみてください。その後、一度ソフトを終了、再起動します。
このチェックを外すと、バックグラウンドでGコード生成処理を行わなくなるので、負荷は低減します。3D造形プレビューは出なくなりますが、一度「Gコード出力」で変換すると、その結果が確認できるようになります。
スライサーでSTLファイルを読み込んだら、1/10の大きさになっています。
CADやモデリングソフトからSTL書き出しの際、センチ系になっています。値はミリ系として読み込まれますので、書き出しをミリ系で行ってください。
上下逆に出したいのですがスライサーでは上下反転ができますか?(Slic3r1.2.9)
Slic3r1.2.9であれば、「モデル編集」>「回転」>「X軸」または「Y軸」で180°回転させると上限反転できます。また、Curaでも回転コマンドが画面下にありますので上下反転が可能です。赤い線がX軸、緑の線がY軸となります。
制御ソフトでは上下逆にすることはできません。
制御ソフト(Pronterface)は入れたほうがいいのでしょうか?
MF-800はパソコンに接続することなくスタンドアロンで操作が可能です。ただ、XY軸の手動操作や、[フィラメント送り]がスタンドアロンの状態ではできないため、メンテナンスのためにも制御ソフトで繋げられるようにしておくことをおすすめいたします。
スライサーでモデル(STLファイル)を読み込みましたが、正しい形状で表示されません。
STLファイルが壊れている場合、面が欠けたり、余計な面ができていたりすることがあります。
壊れたファイルの修復は「AUTODESK NETFABB」というソフトウエアで修復を試みることができます。
以下に使い方の説明資料がございます。
フィラメント乾燥機(インキュベーター)を使っていますが、乾燥目安がよく分かりません。
以下の資料をご覧ください。
材料フィラメントは毎回外した方がいいのでしょうか?
翌日使うような場合はそのままでも大丈夫です。数日使わない場合は一旦外して密封保存をおすすめいたします。特にPLAは吸湿しやすい材料です。吸湿したPLAフィラメントは折れやすくなり、造形失敗の原因となります。
フィラメントが絡まっているようです。造形してもしばらくすると交差したところで止まってしまいます。
フィラメントが交差してしまう原因として、まず、初めて使う時に、先端を外したら一気にほどけてしまい、その際に交差してしまった場合。あるいは、フィラメントを交換した際に、先端を交差させてしまい、交差が残ったままセットしてしまった場合が多くなっています。
また、ボビン(リール)を横に寝かせて保存した際に、先端が固定されていなくて交差してしまい、使う時に交差がそのまま残っていた場合もあります。
いずれの場合も、しばらくは交差部分が先送りされるのですが、造形途中に先送りの限界が来て止まってしまいます。
交差してしまった場合は、以下のような手順で解消させます。
①交差の場所が明らかで、そこだけ解消すればよさそうな場合は、その部分だけ解消させ、引き続き造形に使用します。
②交差部分が先に送られてよく分からなくなっている場合は、まず一気に数十巻きリールからほどいて外します。
③その状態で交差が無さそうなことを確認し、今ほどいた部分を巻き取っていきます。
④巻き取ったら、先端部分が再度交差しないように注意して、プリンターに装填し、造形を続けます。
フィラメントは巻き取りながら製造していますので、はじめから交差があることはまずありません。
以下の資料も参考にしてみてください。
→フィラメントボビンの取り扱い注意事項(PDF)
PLAフィラメントがよく折れるようになり造形できません。
PLAは生物由来の材料で、吸湿を起こし、折れやすくなります。湿度の高い季節や、湿度の高い環境での使用には十分注意してください。使用後は密封できる状態で保管し、1ヶ月以内で使い切ることをおすすめいたします。
開封後の変化によるフィラメントの交換対応はできかねますので、ご了承ください。
チューブの中でフィラメント折れてしまい、出せなくなってしまいました。
他のフィラメントで押し出してください。
他のフィラメントではうまく押し出ない場合、Φ2mmの銅線等をチューブに差し入れて押し出すという方法もあります。
制御ソフトで消費するフィラメントの長さが出てきますが、フィラメントの長さはどのくらいですか?
線径1.75mmのABS-HGが約390m(1kg)、ABSが約400m(1kg)、PLAが約330m(1kg)、TPCが約150m(500g)となっております。
フィラメントリール(ボビン)の回収(再利用)は行っていますか?
フィラメントリール(ボビン)の回収(再利用)は行っておりません。各自治体の指示に従って廃棄してください。
リールの素材は「PS樹脂」となっております。
Simplify3Dで、ラフトを使用したところ、シート(テーブル)に付かなくなりました。
Simplify3D V5の場合、最初のレイヤーユニットが「パーセンテージ」の状態でラフトを使用すると、1層目の高さが「第一レイヤー高さ(パーセンテージ側)×一層の高さ×2」という仕様になっていて必要以上に高くなることがあります。パーセンテージを半分にするか、レイヤーユニットを「絶対の」に切り替えて、最初の一層の高さを0.3mmなどにしてください。
ビルドプレート(マグネットシート)に付かなくなってしまいました。
ノズルの原点高さと、ビルドプレートの隙間が合っていないのかもしれません。一度Zプローブオフセットの再設定を行ってみてください。
「調整・サポート」のQ&Aにある動画も参考にしてみてください。
マグネットシートへの付きが悪くなっているように見る場合は、シートの交換も検討してみてください。
底面が大きな造形を行ったら、テスト吐出部分と干渉します。
スライサーでMF-800の設定の場合、最初にプレートの端の方でテスト吐出を行いますが、底面の大きな造形を行おうとすると、干渉してしまうことがあります。テスト吐出の役割としてはスカートと同じです。
このテスト吐出部分は、スライサーの設定内で作らなくすることができます。
Slic3rの場合は、「プリンター設定」タブ「カスタムGコード」カテゴリに「開始Gコード」の項目があります。この中の、G92 E0~G92 E0の行を削除します。
Slicr3rのの場合は、フロッピーのボタンを選ぶと「設定を保存」パネルが出ますので、設定を別名(例えば「MF800_NoTest」) で保存して、それを使うようにします。
Curaの場合、Start G-Code(開始時のGコード)の中に、テスト吐出のデータが入っています。
この部分を作らなくする方法ですが、まず、一応現在の状態を[ファイル]→[スライス設定を保存する]で、書き出しておきます。
(必要であれば、あとで[スライス設定を読み込む]で読み込めます。)
「Start/End-GCode」タブを選びます。さらに「start.gcode」を選びます。下にその内容が表示されますので、G92 E0~G92 E0部分を削除します。
これでGコードを作ると、テスト吐出部分が無くなります。
CuraでGコードを作って造形したら穴がふさがっています。
「エキスパート」→「高度な設定を開く…」を選び、右下の「全てを結合(タイプB)」に入っているチェックを外してください(デフォルト値修正中)。
造形途中でノズルの先から樹脂が出てこなくなりました。ノズルが詰まったのでしょうか?
フィラメントが吸湿を起こして折れやすくなっていないか、確認してみてください。
フィラメントに問題が無さそうな場合、一度制御ソフト(Pronterface)で接続し、加熱して[フィラメント送り]でしばらくフィラメントを送ってみてください。0.4mm程度の線状になって吐出されるでしょうか?
(出ない場合)
/

(出る場合)
・造形速度が速すぎていないかどうか、確認してみてください。
造形物を測ったところ、高さ方向がデータよりも0.2mm~0.3mmほど大きいようです。積層(レイヤー)高さを細かくしても同じです。どうしてでしょうか?
一般的に、樹脂が冷却する時の変形で、±0.3%~0.5%程度の誤差は発生します。
また、それ以外に、FFF方式の3Dプリンタでは、第一層とテーブルの隙間や、積層ピッチの間隔により、高さ方向がわずかに大きく造形されます。詳しくは以下の資料をご覧ください。
マグネット定着シートはどのくらい使えますか?
同じ形状を同じ場所に造形すると、十数回程度で定着が悪くなる場合がありますので、その際は造形する場所をずらす等行って対応してください。また、造形物の形状や印刷の条件によってシートから造形物をはがす時にシート表面が破損することもありますので、注意して取扱ください。
プリントヘッドの寿命はどのくらいですか?
使用環境やプリント条件にもよりますが、1000時間程度となります。1000時間を越えると精度が落ちてきます。また、詰まりが取れなくなったり、ヒーターが機能しなくなることもあります。このような状態になったらプリントヘッドを交換してください。
Zプローブオフセットの設定方法がよく分かりません。
こちらに再設定の資料がございます。→Zプローブオフセットの再設定資料
また、以下に動画もありますので、参考にしてみてください。
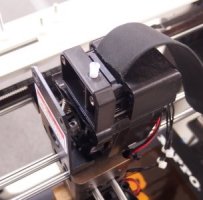
チューブを支えているチューブホルダーが破損してしまいました。
SDカードの sample フォルダにデータが入っていますので、造形が可能です。「tubeholder_pla.gcode」はPLA用のGコード、「tubeholder_abshg.gcode」はABS HG用のGコードです。STLデータも入っています。
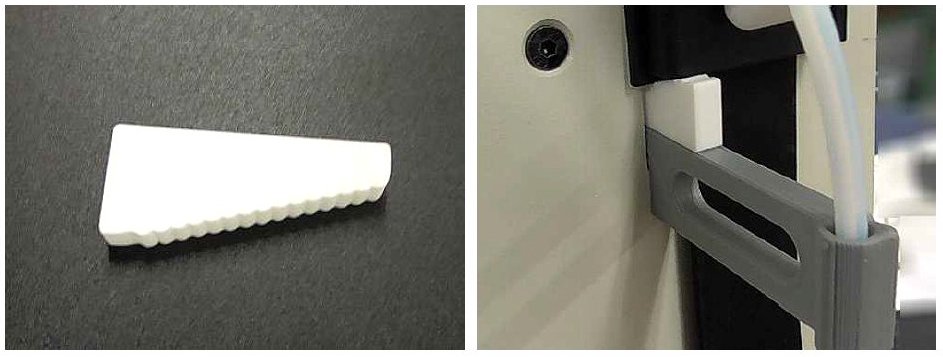
チューブを支えているチューブホルダーがよく外れてしまいます。
「MF-800チューブホルダストッパ」という部品を使って防ぐことができます。以下よりダウンロード可能です。
→ダウンロード
ヘッド交換後に制御ソフト(Pronterface)で接続したら、メッセージが出て、反応しなくなりました。
一度初期化してみてください。右下の入力フィールドに「M999」を入れ、[コード送信]ボタンを押します。
「ユーザー様専用ページ(Value3D MagiX ユーザサポートページ)」どこから入ればいいですか?
以下からログインしてご利用ください。
武藤工業株式会社
〒154-8560 東京都世田谷区池尻3丁目1番3号
Copyright©MUTOH INDUSTRIES LTD. All Rights Reserved.
武藤工業株式会社は、
ブラザー工業株式会社のグループ会社です。

