AQUAFUZE™インク

UV-LEDインク

UV-LEDインク

UV-LEDインク

UV-LEDインク

UV-LEDインク

MPインク

MPインク

エコソルベントインク

エコソルベントインク

エコソルベントインク

エコソルベントインク

エコソルベントインク

RIPソフトウェア

ソリューション

A1用紙

A2用紙

A1用紙

A2/A3用紙

黒板

A1用紙
A1用紙
A2用紙

A2用紙

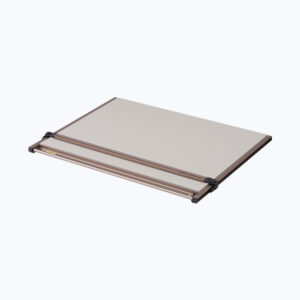
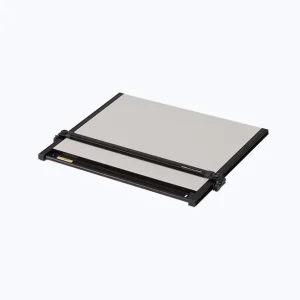
A0/A1/B1製図板

A1/B1製図板

A1/B1製図板

A1/B1製図板

A1/B1製図板











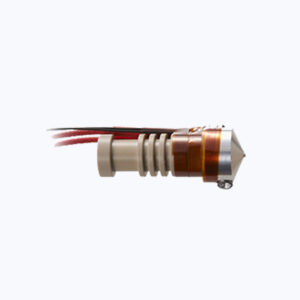
3D PRINTER
|
2026.07.10
イベント
|
夏休み親子特別ワークショップ「AI×3Dプリンターでオリジナルフィギュアをつくろう」開催のお知らせ 東京:8月1日(土)【主催:株式会社ウォーカー】 |
|---|---|
|
2026.06.15
イベント
|
「MUTOH祭り2026〈大阪〉」開催のお知らせ 7月28日(火) 、29日(水) |
|
2026.06.14
イベント
|
「MUTOH祭り2026〈愛知・静岡〉」開催のお知らせ 愛知: 7月14日(火)・15日(水) 静岡:7月16日(木)・17日(金) |
フィラメント乾燥機(インキュベーター)を使っていますが、乾燥目安がよく分かりません。
Simplify3Dで、ラフトを使用したところ、シート(テーブル)に付かなくなりました。
Simplify3D V5の場合、最初のレイヤーユニットが「パーセンテージ」の状態でラフトを使用すると、1層目の高さが「第一レイヤー高さ(パーセンテージ側)×一層の高さ×2」という仕様になっていて必要以上に高くなることがあります。パーセンテージを半分にするか、レイヤーユニットを「絶対の」に切り替えて、最初の一層の高さを0.3mmなどにしてください。
SDカードにGコードファイルを入れて本体にセットし、制御ソフトからプリントしようとしたのですが、ファイル名が出てきません。また、ファイル名が出てきて選んでも動きません。
半角英数字のファイル名を使ってください。全角文字を使うと、ファイル名が出てこなかったり、出てきても選べなかったりします。また、温度が上がらず「異常な通信速度が原因の可能性があります」というメッセージが出ることもあります。
ノズルが詰まったのか樹脂が出てきません
ノズルが詰まったと思われる場合は、以下のノズル掃除を試みてください。
詰まりが解消しない場合、あるいは一時的に解消してもまたすぐ詰まってしまう場合は、ノズル(プリントヘッド)は消耗品ですので、交換もご検討下さい。
ヘッドを原点に持ってきても、クリーニングゴムを乗り越えません
上部のふたを開けると、箱の位置を長穴で調整できます。クリーニングゴムがより内側になるように、調整してみてください。

武藤工業株式会社
〒154-8560 東京都世田谷区池尻3丁目1番3号
Copyright©MUTOH INDUSTRIES LTD. All Rights Reserved.
武藤工業株式会社は、
ブラザー工業株式会社のグループ会社です。