


































作図をキャンセルする時の操作手順
・作画途中で停止させる場合は、「STOP}ボタンと押す。
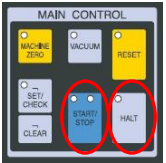
(再開させる場合は「START」ボタンを押す。)
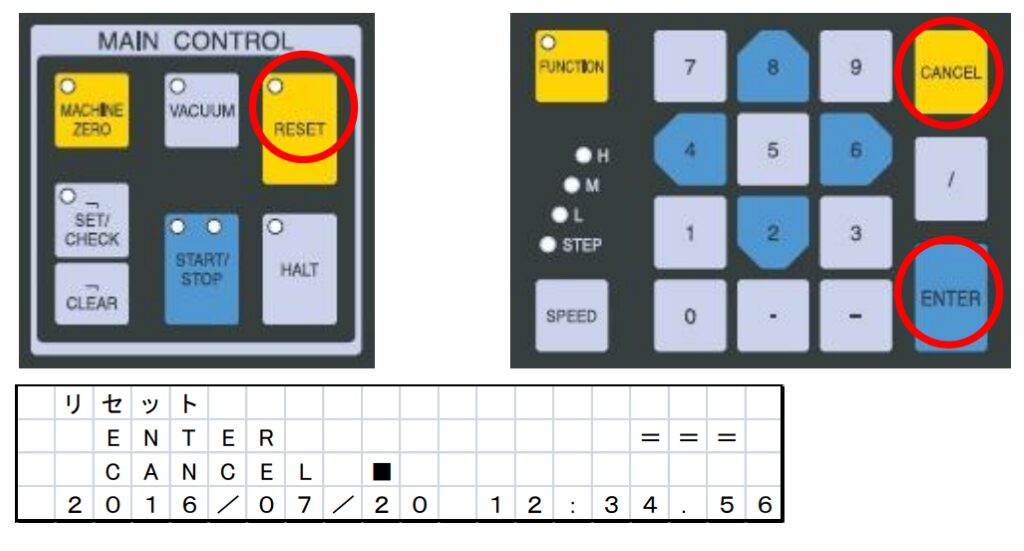
・作図途中での停止中に続行させることを止めて作図を完全に終了するには、『RESET』ス イッチを押します。「ENTER CANCEL ■」が LCD に表示されたら『ENTER』スイッ チを押下して、『RESET』〔緑〕LED が点灯すれば作図終了となります。
『CANCEL』スイッチ を押した場合には、作図停止の状態(作図の続行可能)に戻ります。

AQUAFUZE™インク

UV-LEDインク

UV-LEDインク

UV-LEDインク

UV-LEDインク

UV-LEDインク

MPインク

MPインク

エコソルベントインク

エコソルベントインク

エコソルベントインク

エコソルベントインク

RIPソフトウェア

ソリューション

A1用紙

A2用紙

A1用紙

A2/A3用紙

黒板

A1用紙
A1用紙
A2用紙

A2用紙

A0/A1/B1製図板

A1/B1製図板

A1/B1製図板

A1/B1製図板

A1/B1製図板











作図をキャンセルする時の操作手順
作図をキャンセルする時の操作手順
・作画途中で停止させる場合は、「STOP}ボタンと押す。
(再開させる場合は「START」ボタンを押す。)
・作図途中での停止中に続行させることを止めて作図を完全に終了するには、『RESET』ス イッチを押します。「ENTER CANCEL ■」が LCD に表示されたら『ENTER』スイッ チを押下して、『RESET』〔緑〕LED が点灯すれば作図終了となります。
『CANCEL』スイッチ を押した場合には、作図停止の状態(作図の続行可能)に戻ります。
カット線(罫書線)にヌケがある
原因
・データ上の疑い(規定外データ)など。
・カッター刃に異物付着
・カッター刃の摩耗及び破損
対処法
・データ処理上の疑い(規定外データ)がある場合は、データ修正する。
・カッター刃の先端に付着物が無いか確認。
・カット圧の変更を試してみる。(例:15g⇒20gに変更)
・カッター刃を新品交換する。
カッター刃の商品型式、購入方法
・名称:PL-KP-CK(カッター刃) 販売単価:9,500円
購入先は、本体購入先の販売店様経由にてご注文お願いします。
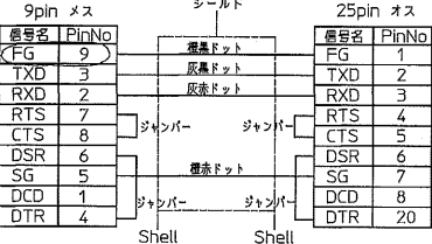
オンラインケーブル・232Cシリアル仕様
・232Cシリアルは通常のストレートタイプに対応しています。
以下が標準付属されている結線内容です。
カット線(罫書線)がムラになる
原因
・カッター刃の摩耗及び破損
・カッター刃に異物付着
対処法
・カッター刃の清掃(付着物清掃)
・カット圧の変更を試してみる。(例:15g⇒20gに変更)
・カッター刃を新品交換する。
精度校正について
・使用環境や経年劣化による 精度品質の低下は否めません。
現在、問題無く使用中? と言う事であっても、精度規格から外れた状態を気づかずに
使用しているなど、問題を抱えている場合もあります。
* 先ずはお電話による問診から状態判断可能です、お問い合わせください。
カット線(罫書線)の墨入れについて
・弊社で専用の墨入れ商品の取り扱いは御座いません、お客様の環境により墨入れ濃度(好み)など異なります、
参考に以下のネット販売商品がございます。
サンビー 朱肉 高級朱肉(練朱肉) 黒肉上質の朱を練りこんで仕上げられた朱肉です。 黒肉170g

対応フォーマットについて
・本製品は、武藤標準フォーマット専用機です。
他のフォーマット(HP-GL等)に付いてはお問い合わせ下さい。
消費電力(仕様)について
・AC単相100V 最大15A 1500W
(本体アースは必ず接続お願いします。)
本体の移設について
対処法
・精密機器の為、移設に伴う搬出入の注意点が多数ある為、サービスコールをお願いします。
お客様のメンテナンス
【図板面の清掃】
プロッタの使用前後には、図板面の清掃を行って下さい。汚れが付いた場合には、
アルコールを浸した脱脂綿かガーゼで軽く拭き取るようにして下さい。消しゴムも使用できますが、消しくずを左右のレール上に落とさないよう気を付けて下さい。
また、シンナー、ガソリンを使用してはいけません。
【 パネル部の清掃】
パネル部分は、スイッチや LED、LCD が判別可能であるように、柔らかい布などで汚れを取って下さい。強い力を加えると、表面シートが損傷することがありますので気を付けて下さい。
【バキューム吸着孔】
図板上のバキューム吸着孔は、埃などが詰まると吸着力が損なわれます。
吸着力不足を感じたら細い針状のもので孔を突いて、吸着力の維持、復活に努めて下さい。孔径よりも太いもので突いたりすると、吸着孔が大きくなり作図品質に影響が生じることがありますので、無理に孔を開けようとはしないでください。
【オイル塗布】
レール面の防錆のため、防錆オイルの塗布が有効です。短軸レールはカーソル内に潤滑のためのグリスが注入されていますが、レール面への防錆オイルは塗布して下さい
・使用可能なオイルは一般的な防錆・潤滑用途の機械油を使用できます。
(CRC556もOKですがレール部の直接噴射はNG、ウエス等に吹付て塗布ください)
・オイルの塗布方法(長軸レール)
作業中の安全を確保するため電源を遮断し、作図ヘッドからカッティングホルダも取り外しておきます。
長軸レールへのオイル塗布のためには、長軸レールカバーを取り外すことが必要です。
レールカバー背面側のナイラッチ(樹脂爪)を手前に引いてカバーの固定を外し、レール上のマグネットキャッチからも離れると、カバーは完全に外れます。
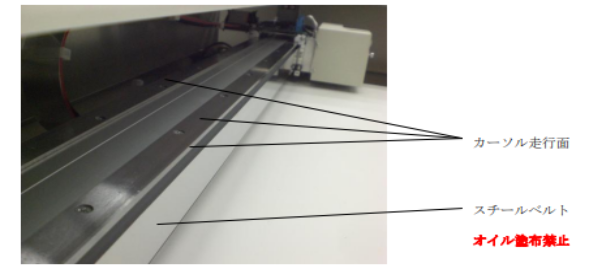
長軸レールのカーソル走行面(全長にわたってネジ固定されている板状の部材)をアルコールで清掃します。アルコールが蒸散したら、防錆オイルを薄く塗布します。厚く塗ると、オイルの溜まりが出来たり、埃や汚れが付着しやすくなりますからご注意ください。推奨はウエス又はキムワイプにオイルを浸し薄く塗布します。
オイルを塗布する際、スチールベルトにはオイルが付着しないようにご注意ください。
スチールベルトにオイルが付着すると、作図精度・品質が維持できなくなる恐れがあります。
全長にわたりオイルを塗布したら、長軸レールカバーを取り付けます。背面側のナイラッチをしっかりはめ込んでから、マグネットキャッチ部の位置を合わせて固定します。カバーを固定したら、ゆっくり作図ヘッドを右方向へ移動させて、カバー奥側に位置しているケーブル類がレール面やカーソル側へ倒れてこないことを確認してください。倒れが生じていたら、レールカバーの取り付けをやり直してください。
・オイルの塗布方法(短軸レール)
作業中の安全を確保するため電源を遮断し、作図ヘッドからカッティングホルダも取り外しておきます。
短軸レールへのオイル塗布は、短軸レールカバーの空間から行えます。架台にネジ固定されているレール上面をアルコールで清掃します。アルコールが蒸散したら、防錆オイルを薄く塗布します。厚く塗ると、オイルの溜まりが出来たり、埃や汚れが付着しやすくなりますからご注意ください。推奨はウエス又はキムワイプにオイルを浸し薄く塗布します。
・使用可能なオイルは一般的な防錆・潤滑用途の機械油を使用できます。
(CRC556もOKですがレール部の直接噴射はNG、一度ウエス等に吹付て塗布ください)
カッター刃の交換
交換手順
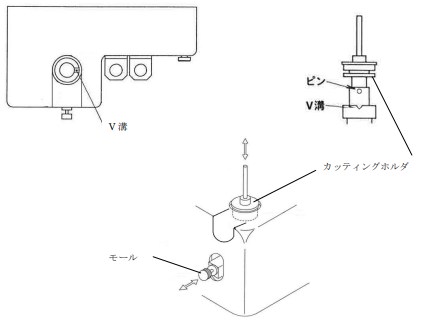
ホルダの抜き差し
カッタ刃の交換を行うために、作図ヘッドからカッティングホルダを取り出して下さい。 ヘッド側のモール(つまみ)を手前に引いたまま、カッティングホルダのつまみ軸を持 ってゆっくりと真上方向に引き抜きます。斜め方向に引き抜いたり、無理な力を加えると、 カッティングホルダ自体や作図ヘッドに傷を生じたり、カッタ刃の破損に繋がります。絶 対に無理な力を加えずに、ゆっくりと真上方向へ抜いて下さい。 カッタ刃を交換後に作図ヘッドにセットする際は、『CUT MODE』スイッチを押してカッ タホルダ受けの準備をします。カッタホルダ受けが回転後、ホルダ受けの V 溝部分が長軸 右方向に位置していることを確認します。 カッティングホルダの側面のピンが V 溝と同じ方向(長軸右方向)となるように、つま み軸を持って挿入します。ヘッド側のモール(つまみ)を手前に引いて、ホルダ側のピン がホルダ受けの V 溝に収まるよう、真っ直ぐにゆっくり挿入します。ピンが V 溝に収ま ったらヘッド側のモール(つまみ)から手を離すと、モールの先端がカッティングホルダ のツバ部分の溝にはまります。 つまみ軸を持って、軽く上方向に引き上げてホルダが抜けないことを確認します。また、 軽く左右方向に回して動かない状態であれば、V 溝にピンがはまった正常な状態です。
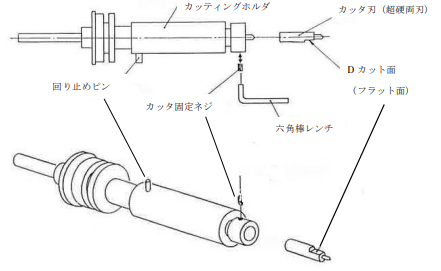
カッタ刃(超硬両刃)の交換
カッタ刃の交換には、付属品の六角棒レンチを使用します。安全のため、カッタ刃先端 の保護材があれば、刃先に被せておきます。 カッティングホルダの胴体部分を持って、先端側(カッタ刃側)の止めネジを六角棒レ ンチで緩めます。緩め過ぎによる止めネジの脱落と、カッタ刃の脱落に注意して下さい。 止めネジを緩めたら、カッタ刃を刃先方向に引き抜きます。くれぐれも刃先で怪我をしな いようご注意ください。 次に新しいカッタ刃を、D カット面がカッティングホルダの止めネジの位置に来るよう に向きを合わせて、奥に突き当たるところまで挿入します。そして、六角棒レンチで止め ネジをしっかり締めて、カッタ刃を固定します。
データ受信できない
原因
・オンラインケーブルの接触不良・断線
・HOST側(PC/ソフト)の通信設定が合っていない
対処法
・オンラインケーブルの接続確認
・PG側の設定と接続しているHOST側(PC・ソフト)の互いの通信設定を確認、再設定する。
オンライン設定
機能⇒ データ転送を行う通信ポートを選択します。シリアルポート(RS-232C)の場 合は、通信プロトコル(フロー方式、ENQ/ACK 方式)も同時に設定します。 ※ 前処理システムとの接続形態を設定します。一致していないとデータの送 受信が行えませんので、前処理システム側の設定をご確認ください。 操作⇒ 『FUNCTION』『20』『ENTER』とパネルから入力すると、LCD に次のような表示 が出ます。

(▲)は現在の設定内容を表示します。 ・『1』『ENTER』を入力 → RS-232C ポートを使用し、フロー方式(制御なし)ハンドシェークによ る通信を設定します。 ・『2』『ENTER』を入力 → LAN ポートを使用して、FTP 方式による通信を設定します。 ・『3』『ENTER』を入力 → RS-232C ポートを使用して、ENQ/ACK ハンドシェークによる通信を 設定します。
・PG側のI/F機能が正常か?以下の手順で確認できます、テスト作画が完了した場合は本体故障ではありません
HOST側(PC・ソフト)よりデータ出力されていないか、オンラインケーブルの断線・接触不良が考えられす。
以下は、PG-1000 シリアル通信ループバックテスト確認の場合。
ループバックテスト
機能⇒ シリアルポート(RS-232C)が機能しているかどうか、付属品の折り返しコネ クタを接続して動作確認します。 操作⇒ 『FUNCTION』『23』『ENTER』とパネルから入力すると、LCD に次のような表示 が出ます。

・『1』『ENTER』と入力 → 直ちに『RECEIVE』の〔黄〕LED が点滅し、ループバックテストのパタ ーン(100mm×100mm)を作図します。折り返しコネクタを接続せず に実行した場合は、『RECEIVE』の〔黄〕LED は点滅せず、作図も行わ ないまま終了となります。
オペレーションパネルが効かない
【原因】
・オペレーションパネル、ボタンの接触不良
・オペレーションパネル自体の不良
【対策】
・オペレーションパネルの交換が必要です。
*部品交換になりますので、サポートダイヤルまでご連絡お願いします。
「カデンリュウ エラー**」表示(**部分は内容)(重障害エラー)
【原因】
・X/ Yモーター・ペンヘッド部の不具合
・制御基板不具合の可能性
【対処法】
・**の部分の表示「X」「Y」「シータ」を確認の上、
サービスコールをお願いします。
「オンライン エラー****」表示(****部分は内容)(軽障害エラー)
【原因】
・HOST側(PC/ソフト)の通信設定が合っていない。
【対処法】
・PG側の設定と接続しているHOST側(PC・ソフト)の互いの通信設定を確認、再設定する。
以下は、PG-1000 シリアル通信、確認の場合。
RS-232C 設定(シリアル通信)
機能⇒ シリアルポート(RS-232C)の各種通信条件を設定します。 操作⇒ 『FUNCTION』『21』『ENTER』とパネルから入力すると、LCD に次のような表示 が出ます。
(▲)は現在の設定内容を表示します。 ・RS-232C で前処理システムと接続する場合の通信条件を設定します。 ・ボーレート 『/』 データ長 『/』 パリティビット 『/』 ストップビット 長 『ENTER』と入力します。 ボーレート : 4800、9600、14400、19200、38400、57600、115200bps データ長 : 7 または 8 ビット パリティ : ODD(奇数)、EVEN(偶数)、NONE(無し) ストップビット: 1 または 2 ビット
以下は、PG-1000 LAN通信、確認の場合。
LAN 設定 (イーサーネット通信)
機能⇒ LAN ポートの通信条件を設定します。 操作⇒ 『FUNCTION』『22』『ENTER』とパネルから入力すると、LCD に次のような表示 が出ます。
(▲)は現在の設定値を表示します。 ・前処理システムと LAN で接続する場合の設定を行います。 ・IP アドレス(4 セグメント) 『/』 サブネットマスク(4 セグメント) 『/』 ゲートウェイアドレス(4 セグメント) 『ENTER』と入力すると、最後にその 機体固有の MAC アドレスが表示されます。
精度不良?について
【原因】
・X/Y駆動部の摩耗、位置ズレの可能性
【対処法】
・製品が精度規格内か? 測定装置による確認が必要になります、
測定結果から精度規格外の場合、修理対応になります。
バキューム(吸着)が弱い
【原因】
・経年使用による、バキューム穴(図板上)の目詰まり。
【対処法】
・図板上の吸引穴の目詰まり清掃、0.25~0.3mm程度のドリルで試す
・バキュームポンプ不具合がある場合は、サービスコールをお願いします。
バキュームポンプのマフラー交換
バキュームポンプの排気ホースの先端には、消音のためにマフラーが取り付けてありま す。このマフラーに埃などが詰まると、吸着効果が弱くなってフィルムをしっかり固定で きなくなります。このような状況が生じたら、付属品のマフラーに交換して下さい。 架台下部のカバーのうち、左側面の一枚を取り外します。カバーの左右の上側を持って、 手前に倒すように引くと、マグネットキャッチが外れます。短軸レールカバーに接触しな い程度まで開いたら、斜め上方へ引き上げるようにして、下側の位置決めピンから抜けば、 カバーを取り外せます。
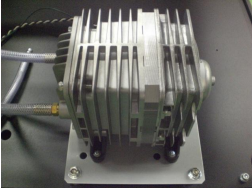
バキュームポンプから出て架台底板の下へ潜らせている排気ホースを、底板の上面へ引 き抜くと、ホース先端にマフラーが付いています。マフラーはねじ込み式なので、反時計 方向に回転させて取り外します。
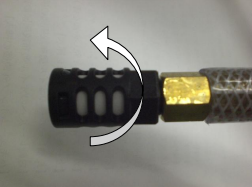
新しいマフラーをホース先端へ時計方向に回転させて取り付けたら、排気ホースは底板 下へ潜らせます。 架台下部左側面のカバーを取り外した時と逆に、下側の位置決めピンに差し込んでから、 上部のマグネットキャッチで固定します
「サーボ パワー エラー**」表示(**部分は内容)(重障害エラー)
【原因】
・X/ Yモーターの不具合の可能性
・制御基板不具合の可能性
【対処法】
・電源ON、オペレーションパネルに「マシンゼロ ジッコウマチ」表示の直前で発生する場合は、
起動不可です サービスコールをお願いします。
動作中の異音
【原因】
・X/ Yモーターの不具合の可能性
・X/Y駆動部の不具合の可能性
・X/Y駆動部に異物付着の可能性
【対処法】
・「お客様メンテナンス」を試してみる(よくある質問に掲載)
・お客様メンテナンスを実施しても、作画動作中・マニュアル動作時で周期的な異音の場合は、X/Yモータ不具合の可能性があります、
重障害になる前に使用を停止しサービスコールをお願いします。
その他、バキューム動作時のみの異音の場合は、図板清掃(吸引穴清掃)を試して下さい。
「リミット オーバー **」表示(**部分は内容)(軽障害エラー)
【原因】
・作図エリア外にヘッド位置がある事をセンサー検出している為。
【対処法】
・電源OFFの状態で、ヘッド位置を図板中心に移動し起動してみる。
オンライン設定について
以下は、PG-1000 の仕様設定です。(旧機種の場合はお問合せ下さい)
オンライン設定 機能⇒ データ転送を行う通信ポートを選択します。
シリアルポート(RS-232C)の場 合は、通信プロトコル(フロー方式、ENQ/ACK 方式)も同時に設定します。
※ 前処理システムとの接続形態を設定します。
一致していないとデータの送 受信が行えませんので、前処理システム側の設定をご確認ください。
操作⇒ 『FUNCTION』『20』『ENTER』とパネルから入力すると、LCD に次のような表示 が出ます。

(▲)は現在の設定内容を表示します。
・『1』『ENTER』を入力 → RS-232C ポートを使用し、フロー方式(制御なし)ハンドシェークによ る通信を設定します。
・『2』『ENTER』を入力 → LAN ポートを使用して、FTP 方式による通信を設定します。
・『3』『ENTER』を入力 → RS-232C ポートを使用して、ENQ/ACK ハンドシェークによる通信を 設定します。
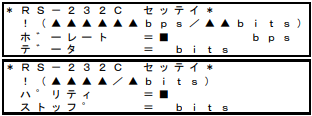
* RS-232C 設定
機能⇒ シリアルポート(RS-232C)の各種通信条件を設定します。 操作⇒ 『FUNCTION』『21』『ENTER』とパネルから入力すると、LCD に次のような表示 が出ます。
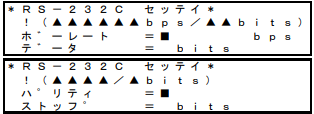
(▲)は現在の設定内容を表示します。
・RS-232C で前処理システムと接続する場合の通信条件を設定します。
・ボーレート 『/』 データ長 『/』 パリティビット 『/』 ストップビット 長 『ENTER』と入力します。
ボーレート : 4800、9600、14400、19200、38400、57600、115200bps
データ長 : 7 または 8 ビット
パリティ : ODD(奇数)、EVEN(偶数)、NONE(無し)
ストップビット: 1 または 2 ビット
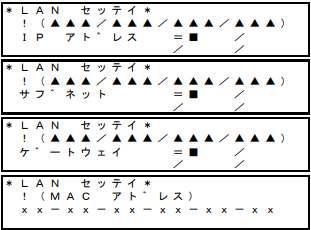
*LAN 設定
機能⇒ LAN ポートの通信条件を設定します。
操作⇒ 『FUNCTION』『22』『ENTER』とパネルから入力すると、LCD に次のような表示 が出ます。
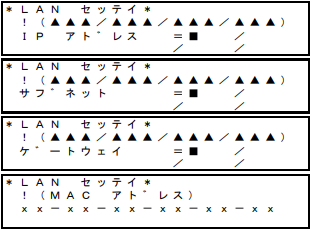
(▲)は現在の設定値を表示します。
・前処理システムと LAN で接続する場合の設定を行います。
・IP アドレス(4 セグメント) 『/』 サブネットマスク(4 セグメント) 『/』 ゲートウェイアドレス(4 セグメント)
『ENTER』と入力すると、最後にその 機体固有の MAC アドレスが表示されます。
カット・ペン圧の変更方法
以下は、PG-1000 の場合。(旧機種の場合はお問合せ下さい)
『STYLUS』 : このスイッチを押して、作図に使用するペン種と速度、加速度、筆圧(カット圧) の作図パラメータを設定できる状態とします。
ペンモードの場合には、《B.PEN》→《ADDITIONAL TOOL》に切り替えができます。
作図のパラメータは LCD に表示されるので、『/』「速度」『/』「加速度」『/』「筆 圧・カット圧」の順に入力し、『ENTER』で確定します。
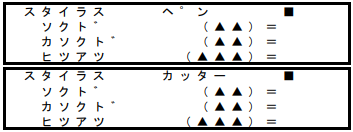
速度 1(遅い)→10(早い)の 10 段階
加速度 1(緩)→10(急) の 10 段階
筆圧・カット圧 50~300g の任意(ペンモード) 5~40g の任意(カットモード)
『B.PEN』 : 〔黄〕LED 点灯で、ボールペンで作図する状態を示します。
『ADDITIONAL TOOL』 : 〔黄〕LED 点灯で、ボールペン以外の作図ツールが選択されていることを示します。
『CUTTER』 : 〔黄〕LED 点灯で、カッタ選択中を示します。
『 UP/DOWN』 : ペン/カッタのアップダウン状態を切り替えます。《アップダウン AUTO》→《ア ップ固定(消灯)》→《ダウン固定》→《アップダウン AUTO》の順に切り替わりま す。
『AUTO』 : 〔緑〕LED 点灯で、データのアップダウン指令に従う状態を示します。LED 消灯 時は、アップまたはダウン状態に固定されている事を示します。
『DOWN』 : 〔黄〕LED 点灯で、ペンまたはカッタがダウン状態であることを示します。LED 消灯時は、アップ状態である事を示します。
武藤工業株式会社
〒154-0001 東京都世田谷区池尻3丁目1番3号
Copyright©MUTOH INDUSTRIES LTD. All Rights Reserved.