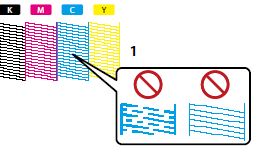
特定のノズルからインクが出ていない(ドット抜け)ことが原因かどうかを確認します。
参考)

ノズル詰まりや吐出不良
ノズルチェックの実行 抜けがある場合は以下を実行してください。
- ヘッドクリーニングを2〜3回繰り返します 弱クリーニング → 強クリーニング
- 数回クリーニングしても改善しない場合は手動クリーニング(ワイパー・キャップ周りの清掃及び交換)
- インクパック残量の確認(空気噛み)
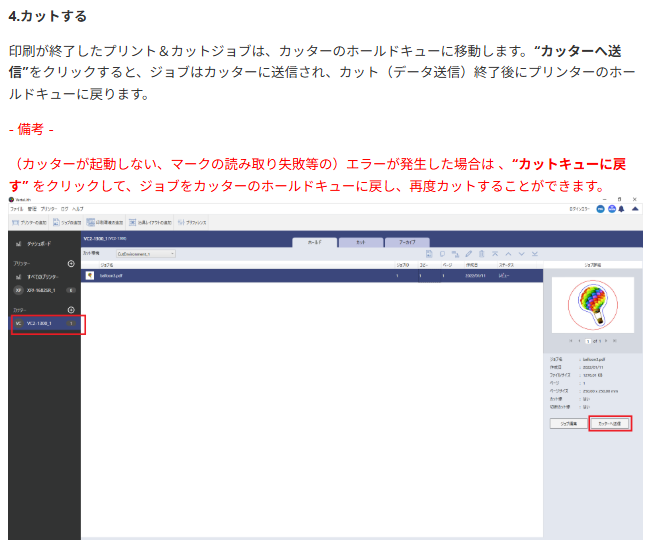
- ノズル選択機能(Nozzle Area Select)の活用。正常に吐出するブロックのみを選択して印刷を継続できます。
⚠ 注意点 使用するノズル数が減るため、印刷スピード(スループット)は低下しますが、仕事を止めず印刷を続けられます。
※上記でも改善しない場合は、数時間〜一晩放置してインクを馴染ませてから再度試すか、「微量充填」を実行してください。
※機種により”ツケオキクリーニング”を行ってください。(設定機種:XPJ-シリーズ全般、HA-1642)
詳しくはご使用の取扱説明書の最新Verをご参照ください。
→各機種の取扱説明書はコチラ
メディア送りの不安定
送り過多・送り不足は横筋の大きな原因になります。
対処
- 自動メディア送り補正(Feed 調整)を実行 正しく設定
- メディアテンションの見直し 片寄り、浮きの確認
- メディアが波打っていないか確認(湿度や保管状態も影響)
- ロール紙を一度巻き戻してテンションを均一化
- 湿度を適切に調整(40〜60%)
※ノズルに問題がなく、等間隔で白いスジ(隙間)や濃いスジ(重なり)が出る場合は、用紙送り量の微調整が必要です。
- PF調整(ペーパーフィード調整)
- 白いスジが出る: 用紙を送りすぎているため、調整値をマイナス方向に設定します。
- 黒い(濃い)スジが出る: 送り量が足りず重なっているため、プラス方向に設定します。
※使用するメディア(塩ビ、紙、ターポリン等)や厚みを変えるたびにこの調整が必要です。
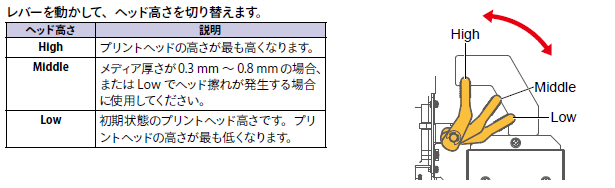
ヘッドギャップが適正でない
参考:HydrAton 1642 は Low 1.5mm / Mid 2.0mm / High 2.5mm の調整があります。
対処
- 基本は Low 1.5mm
- 厚めメディアで擦る場合のみ Mid へ
(ギャップが広いと着弾位置が乱れ、横筋が出やすくなります)
環境要因(温度・湿度)
仕様:温度20〜32℃、湿度40〜60%(結露なし)を推奨。(詳しくはご使用機種の取扱説明書を参照)
対処
- 部屋の温湿度を仕様範囲に調整
- エアコン風が直接当たっていないか確認(乾燥による静電気も悪影響)