AQUAFUZE™インク

UV-LEDインク

UV-LEDインク

UV-LEDインク

UV-LEDインク

UV-LEDインク

MPインク

MPインク

エコソルベントインク

エコソルベントインク

エコソルベントインク

エコソルベントインク

エコソルベントインク

RIPソフトウェア

ソリューション

A1用紙

A2用紙

A1用紙

A2/A3用紙

黒板

A1用紙
A1用紙
A2用紙

A2用紙

A0/A1/B1製図板

A1/B1製図板

A1/B1製図板

A1/B1製図板

A1/B1製図板











レガシー製品

本製品の販売は終了しました
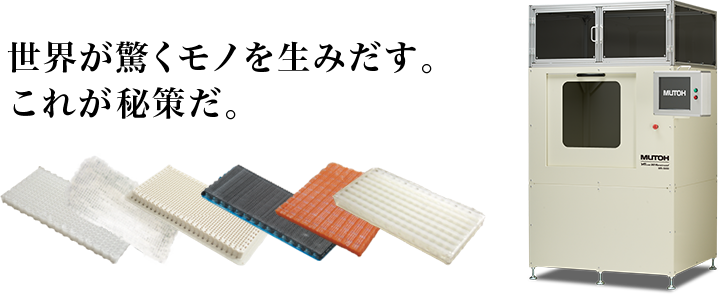
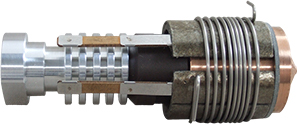
Value 3D Resinoid MR-5000は、エンジニアリングプラスチック対応の熱溶解積層方式3Dプリンタです。400℃で溶解するプリンタヘッドは様々な樹脂の利用を可能とし、ダブルヘッドで樹脂の複合化も可能。2つの秘策を持つ3Dプリンタです。
最終仕様の樹脂を使って、
自由に試作品をつくれる。
そのまま信頼性評価試験を行え、
開発をスピードアップできる。
どんな樹脂でも造形可能。
樹脂材料 ∝ コンセプト


樹脂を複合化することで、
新しい物性をつくりだせる。
従来はありえなかった新材料をつくれる。
競争力のある製品開発に応用できる。
まったく新しい材料を創造。
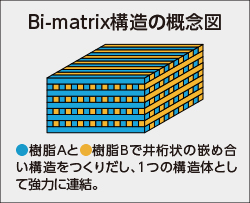
Bi-Matrix技術
製品開発における樹脂の複合化の一例を紹介。
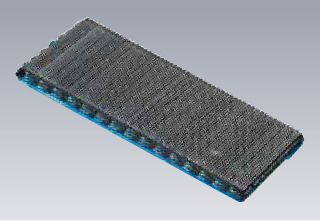
溶融温度の異なるポリエチレン(耐薬品性)とポリカーボネート(耐熱性)を複合化し、見かけ上ポリエチレンの耐熱性を改善。
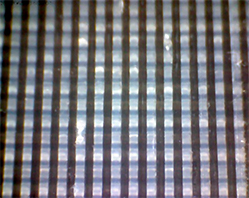
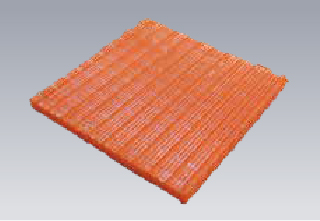
細胞培養の3次元足場材として期待される、多糖類ゲルの井桁構造体。
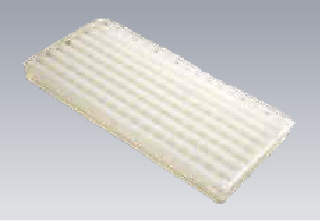
耐熱性、寸法安定性、機械強度を併せ持ったスーパーエンプラ。
厚さ方向の濃度比を変え、硬さと軟らかさを備えた複合材(傾斜材)。
積層ごとに材料比を変化させることで、板材の縦横の弾性率の制御が可能に。
決して接合しなかった材料同士を一体化。両方の特性を併せ持った構造体を創造できる。
| 造形方式 | 熱溶融積層式 |
|---|---|
| 最大造形サイズ (X × Y × Z) | 495 × 495 × 500 mm |
| Z軸最少分解能 | 0.1 mm |
| ヘッド溶融温度設定 | 150〜400 ℃ |
| テーブル温度設定 | 50〜150 ℃ |
| プリントヘッド数 | 最大2個 |
| 外部I/F | Ethernet 1000BASE |
| 操作方式 | 15インチカラーLCD(タッチパネル操作) |
| 本体質量 | 約350 kg |
| 外形寸法 (W × D × H) | 1,240 × 1,100 × 2,050 mm |
| 入力電源 | AC200 V単相 50/60 Hz |
| 消費電力 | 2 kw以下 |
武藤工業株式会社
〒154-8560 東京都世田谷区池尻3丁目1番3号
Copyright©MUTOH INDUSTRIES LTD. All Rights Reserved.
武藤工業株式会社は、
ブラザー工業株式会社のグループ会社です。